Relying on our strength of local offices, Ei Farming carried out 2023 on-site visits to our customers in Bangladesh, providing supports including solving problems customers encountered during incubation, equipment repair and maintenance, incubation technique training, etc. which lasted for 59 days and covered all regions in Bangladesh.
In Company N with 96 sets of box-type incubation equipment
Our service engineer visited Company N to learn about the problems they came across with our equipment and incubational issues in incubation process and get feedback of chick quality.
The technician of Company N showed our engineer an incubator that often tripped. The engineer checked and found a piece of heating pipe was aging and damaged, resulting in the leakage. When testing damper Position 0, the engineer found the openings of most incubators are not consistent. Considering the climate features of high temperature and high humidity in Bangladesh, our engineer helped customer adjust the dampers to the exact positions. When calibrating the temperature and humidity of setters, the engineer noticed the errors were too big and detected the cause was the humidity sensor covers had not been cleaned for a long time and were wrapped by dust.


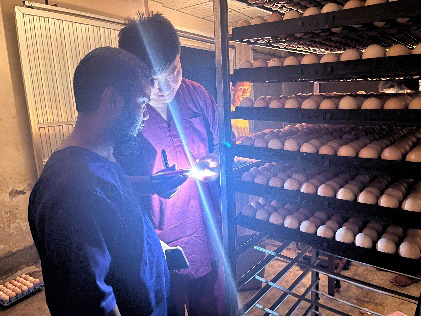
Candle eggs to examine embryonic development Dissect unhatched chick embryos for diagnosis
Then, our engineer communicated with the technicians about incubation techniques, selected and candled some hatching eggs to see the development of embryos and dissected the unhatched chick embryos to look for the causes.


Check chick to egg ratios Good chick quality
The engineer randomly selected some chicks incubated and hatched with our equipment which were with good quality and the chick to egg ratios were within the normal range. The overall conditions are good.
In Company Pa with 38400 box-type incubation equipment
The next destination of our engineer was Company Pa which was quite far. The main issues of Company Pa was improper maintenance of equipment and poor quality of chicks.

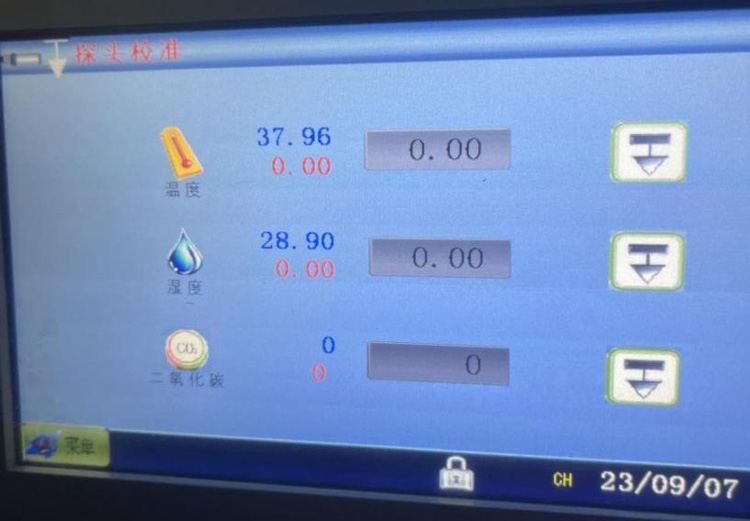
Teach users to identify abnormal thermometers Calibrations of temperature and humidity
The customer had not calibrated temperature or humidity since the equipment was installed and commissioned two years ago. There was quite high risk of safety accidents. When our engineer helped the customer calibrate temperature and humidity, it was found most thermometers were broken. So he taught users to identify normal thermometers before calibrated the temperature and humidity of all setters into normal values.

Teach customers to examine embryonic development before hatching Check healing of navels and analyze insufficient incubation techniques


Training for customers Teach customers to check equipment performance
Learning the issues of chick quality reflected by the customers, our engineer checked embryonic development and chick conditions, discovering that there were malabsorption of yolk, poor healing of navel, featherless, etc and problems in recalling historical temperature data on the display screen. The engineer suggested incubation strategies according to chick breed which was also suitable for the climate in Bangladesh and provided training of incubation knowledge and techniques to customers.
20 days later, the engineer called back and learned currently the performance of equipment has been improved significantly and the hatching results of our equipment are better than of other world famous companies.
In Company PI with 43200 duck multi-stage incubation equipment
As soon as our engineer entered the hatchery, the customer eagerly said that the hatching result had not been very satisfactory. The engineer followed the technician into the hatchery to look for the causes of the problems.


Egg washing before adjustment Egg washing after adjustment
For incubation of duck eggs, egg washing is an important process. The engineer found the duck eggs were not thoroughly washed and the surface cuticle were not washed off. After further communication, he found this was caused by low concentration of disinfectant solution. Under the instruction of our engineer, the customer adjusted the concentration and the washing of duck eggs met requirement.



Dissect unhatched chick embryos Teach how to candle eggs Provide training on duck incubation
Then, the engineer dissected some unhatched chick embryos and found these eggs were seriously infected with mold. There were several causes for the problem, one of which was the eggs were not thoroughly cleaned. And another one was egg candling were not performed during the mid-incubation period thus the dead embryos decayed and burst under high temperature causing cross-infection. The humidity was too low also resulted in the problem. The engineer tailored duck incubation and egg washing strategies suitable for local climate and taught customer incubation knowledge and techniques in egg candling and dissection.
A month later, when the engineer called back and he was told: the percentage of infected and contaminated eggs was critically reduced and the performance was greatly improved.
In Company Pe with large single-stage incubation equipment
In Company Pe, the customer reflected that the return water of setters often exceeded the normal range, so our engineer went to climate control room with the customer and found the displayed temperature of cold water tank was different from actual temperature. After check, it was found the gradient deviation was set too low and the temperature deviation of water tank was set too high which caused the difference. So the engineer calibrated the temperature of cold water tank and reminded the technician of Company Pe to make calibration of temperature regularly. The engineer also discovered another problem that was the water cooling point was set too low and it affected the priority of dampers. After adjustment, the ventilation control of dampers returned normal.

One month later, the engineer called back and got the feedback that after the adjustment, the performance of equipment was improved significantly and the hatchability was raised by 1.4%.
In Compan Na with 196 sets of incubation equipment
In Company Na, the engineer went into the hatcheries after hearing the description of customer on hatch results.

Our engineer found the temperature in hatchers on Day 20-21 was too high and the hatching positions were wrong and the chicks were restless and dehydrated. To solve these problems, he lowered the temperature to give the chicks a comfortable environment.


Then the engineer went to the hatching egg handling room and noticed the sweating of the eggs was serious, which was caused by the air outdoor with high temperature and humidity entering the egg handling room which was with comparatively low temperature. The engineer suggested solving the problem by adding fans in egg unloading area. When the engineer opened the negative pressure damper, he noticed the air differential pressure of climate control system changed slow. After checking, he found the differential pressure sensor was clogged by containment and fluff and had been cleaned for a long time.
Follow-ups: the incubation equipment of Company Na were in good condition and incubation process run smoothly. Chick quality was improved and the customer was satisfied.
In Company P with 96 sets of single-stage incubation equipment

The problems reflected by Company P included: it was hard for chicks to get out of the shells and there were few chicks coming out in 10 hours on Day 20. The engineer checked the record which was basically consistent with his judgement-low temperature was the cause. The engineer suggested reasonable incubation strategy and calibrated the temperature and humidity of all incubation equipment.

When checking the performance of equipment, the engineer felt the water cooling of some machines took effect slow. He drained the water and found the circulation inside the pipe was slow. Based on his experience, he thought the problem was caused by the thick scale and many impurities in the copper pipes. After cleaning the pipes, there were still slow circulation of some pipes. Because the climate control system Company P used was not our product, the engineer had to sort out the problem from machine to climate control system and finally the problem was solved.
Follow-ups: the control of the equipment was normal and after the new strategy was adopted, the embryo development was improved.
During the 59-day petrol inspection service, our engineer team visited 15 hatcheries in total. Most customers need in-depth knowledge in embryo development, incubation strategies, equipment maintenance and incubation process. Whereas, being aimed at lifting incubation level in Bangladesh, a Belt and Road Initiative partner country, Ei Farming will offer more on-site visits and services based on Bangladesh offices and contribute Ei Farming expertise and strength.
